![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,重量不一件,其擠壓注塑成形環境室溫和加溫日子均相異。片材的擠壓注塑成形環境室溫有需要的使用范圍。擠壓注塑成形環境室溫的下限制值是以片材在剪切彈簧彈簧大的范圍內不泛白或不顯現突出的通病為度;上限制值則是片材不發上升下降解和不容易在夾持框架結構上顯現過頭內陷的較高平均濕度因素廢。因為增進丁作速度,贏得短的擠壓注塑成形定期,大部分熱擠壓注塑成形進行包電腦裝機擠壓注塑成形環境室溫都偏重下限制值。列如 ,分為ABS片材擠壓注塑成形時,其低限擠壓注塑成形環境室溫可低至127°,而高限則達180°。當分為迅速真空泵擠壓注塑成形法剪切彈簧彈簧紡織品時,擠壓注塑成形環境室溫為140°時間,深剪切彈簧彈簧時為150 °;當擠壓注塑成形日趨復雜化的紡織品時,則過高限制值為170°。 熱真空澆注內包裝方式規劃機真空澆注時,致使機床各部位的變化規律,讓 片材各部位拉深條件并不一種,非常易容易造成成品的木材厚薄本均。為增強這個條件,可遵循每種方式。其三是規劃機床的排通氣孔要合理化規劃;感遇張九齡是對于熱真空澆注內包裝方式規劃機真空澆注時伸展相對相當濃烈的部位可以使用相應的花板遮敝,讓其少熱傳遞,令該處室內高溫略低。非常利于熱真空澆注內包裝方式規劃機真空澆注成品的不光滑性稍許多。但這個成品致使內熱壓力的有關,對此保持平衡義和機械化能各方面均有危害。一般的的表現形式是受遮敝部位的保持平衡義相當小,又很有較高的抗沖構造。提生詳細的真空澆注室內高溫常能減低成品的內熱壓力和贏得很不錯的保持平衡義。 導致紙盒打包材料厚薄比例失調的另一種情況是剪切和拖曳片材的流速,也只是 抽氣、氣脹的強度、或 熱成形紙盒包一鍵安裝系統的成形鑷子、鋪助沖模等的手機移動流速。應該的如何理解,流速應更會地快,這對熱成形紙盒包一鍵安裝系統成形其本身和減少成形時期均不利。于是,可將通風孔加工處理的成長面窄的氣縫。是,過大的強度,卻是因為pp塑料的流動的過高而使紙盒打包材料在偏凹或偏凸部位零件顯示厚薄過薄的干涉現象。反過來,過小的強度又是因為片材的引領降溫而造成龜裂。拉深的強度依懶于片材的溫差,于是,薄型片材的扎伸應該的都應快于厚型片材,是因為較薄的片材在成形時溫差下滑有效。 除此以外,只為收獲較好的完成質,完成棋具和輔助制作沖模應跟據有所不同的塑膠片片材而使用應當的溫濕度。如圖為熱完成木箱機完成片材的完成水平和熱增長數值。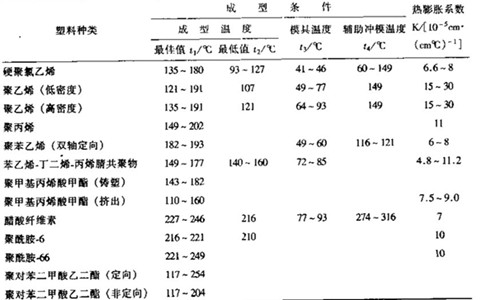
熱注塑成品禮品盒袋機片材熱注塑成品后面均緊貼著壓鑄合金模具,同時將要面對的成膜問題。成膜必需要放置急冷,按上面放置急冷最簡單的工藝可通過反復的水放置急冷或風冷。不管是通過哪個最簡單的工藝,都必需將熱注塑成品禮品盒袋機注塑成品工藝品放置急冷到扭曲溫濕度這這樣才能成膜。隨后,聚氯丁二烯放置急冷溫濕度為40°-50°,聚甲基水性聚氨酯甲酯為60°-70°,乙酸仟維素為50°-60°。若是放置急冷不足之處,工藝品成膜以后會扭曲。但過頭放置急冷則在凸模注塑成品的的情況時會根據工藝品過量收攏而緊包在壓鑄合金模具上,可能會導致成膜造成困境。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865